
Что такое лазерная резка?
2025-05-12
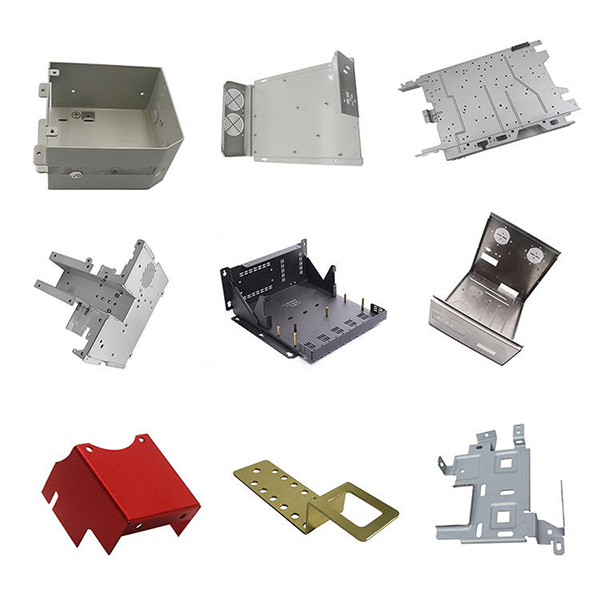
Лазерный резак – это станок, который использует сфокусированный лазерный луч высокой энергии для резки различных пластинчатых или листовых материалов с целью создания двумерных деталей как для любительского, так и для промышленного применения. Типичными материалами являются дерево, сталь и некоторые пластмассы.
Лазер – это аббревиатура от “Усиление света за счет стимулированного излучения”, которая описывает физику, связанную с генерацией лазерного излучения. Хотя фундаментальная физика лазеров остается неизменной, существует три распространенных варианта реализации этой технологии: CO2-, волоконный и Nd:YAG-лазеры.В этой статье будет подробно описано, как генерируется лазерный луч и направляется на материал для резки, а также объяснены различия между различными технологиями лазерной резки.
Процесс лазерной резки
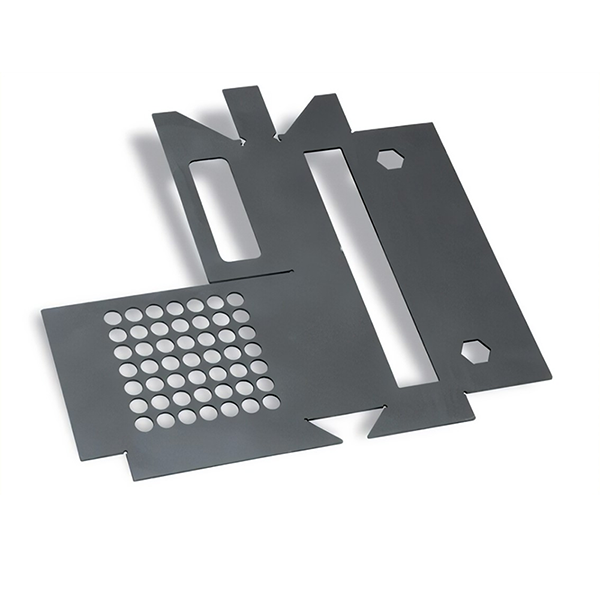
Лазерный резак работает, направляя высокоэнергетический световой луч очень малого диаметра вертикально вниз на лист или пластину материала, чтобы разрезать его на двумерные профили, перемещая лазер в направлениях X и Y вдоль станины станка. Этот луч расплавляет или прожигает материал по схеме, определяемой набором компьютерных инструкций, называемых G-кодом. Иногда для выдувания расплавленного материала из нижней части разрезаемого материала используется струя газа под высоким давлением. Этот процесс проводится для того, чтобы отходы не оставались в зоне разреза и не затвердевали после прохождения луча. В других случаях лазерный луч просто испаряет материал. Метод генерации лазерного луча различается в зависимости от технологии, но в принципе все они выполняются в соответствии с шагами, перечисленными ниже:
Шаг 1: Генерация файла G-кода
Перед выполнением резки необходимо сгенерировать G-код для выполнения операции резки. G-код – это набор машиночитаемых инструкций, которые указывают станку, куда перемещать лазерную режущую головку. Оператор может вручную сгенерировать инструкции для простых форм. Для создания более сложных форм требуется программное обеспечение CAM (для автоматизированного производства), которое автоматически генерирует этот G-код из прилагаемого файла CAD (для автоматизированного проектирования). Затем этот G-код необходимо отправить на станок по Wi-Fi-соединению или с помощью USB-накопителя.
Шаг 2: Генерация лазерного луча
Лазерный луч генерируется внутри резонатора. В различных лазерных технологиях для генерации лазера используются разные среды. Однако физика генерации луча одинакова для разных лазерных технологий.
Когда электрон стимулируется фотоном, он поглощает его энергию, чтобы перейти в более высокое энергетическое состояние. Чтобы перевести электрон в определенное энергетическое состояние, требуется точное количество энергии фотона. Этот процесс известен как вынужденное поглощение.
Через очень короткий промежуток времени электрон перейдет на более низкую орбиталь. Этот распад вызван небольшими флуктуациями в квантовом вакууме, которые заставляют его вернуться в состояние с более низкой энергией. При распаде электрон испускает фотон. Этот процесс известен как спонтанное излучение.
Спонтанное излучение фотона не может быть использовано для создания лазерного луча, поскольку испускаемые фотоны будут некогерентными, поскольку они разлетаются в случайных направлениях. Кроме того, они будут слишком быстро переходить в основное состояние. Лазеры решают эту проблему, используя материалы с метастабильным состоянием. Этот процесс позволяет электрону оставаться в полувозбужденном состоянии дольше по сравнению со временем, связанным со спонтанным излучением (т.е. миллисекундами по сравнению с наносекундами).
Когда фотон взаимодействует с уже возбужденным электроном в его метастабильном состоянии, это может привести к тому, что электрон вернется на орбиталь с более низкой энергией. Когда электрон делает это, испускается фотон с теми же свойствами, что и у фотона, который изначально вызвал его возмущение (т.е. с той же частотой, фазой и поляризацией). Этот процесс называется вынужденным излучением и является механизмом, используемым для создания лазерного луча. Как только процесс начинается, он вызывает высвобождение каскада фотонов, которые затем перемещаются вниз по трубе.
Шаг 3: Лазерное усиление
Когда наступает начальная фаза спонтанного излучения, фотоны разлетаются в произвольных направлениях. Однако некоторые из них будут направлены перпендикулярно двум зеркалам на обоих концах лазерной среды. В этой ситуации возникают две световые волны (одна распространяется влево, а другая вправо в среде), которые создают стоячую волну, состоящую из конструктивной и деструктивной интерференции. Когда возникают эти стоячие волны, это называется резонансом. Интенсивность света увеличивается до такой степени, что полупрозрачное зеркало пропускает часть света через себя, генерируя когерентный луч лазерной энергии. Оставшийся свет продолжает отражаться в лазерной среде, продолжая стимулированное излучение фотонов. Различные лазерные технологии позволяют создавать лазеры с разной длиной волны.
Шаг 4: Направление луча и фокусировка
Когда луч выходит из лазерной среды после усиления, он направляется либо по волоконно-оптическому кабелю (в случае волоконного лазера), либо через ряд зеркал (для CO2- и Nd:YAG-лазеров). Луч направляется вниз на листовой материал через линзу, которая фокусирует лазерную энергию в области очень малого диаметра для создания локализованной высокоэнергетической точки. Обратите внимание, что лазер имеет только одну точку фокусировки высокой интенсивности; интенсивность резания всего луча различна. Разница в интенсивности является причиной того, что лазерные резаки ограничены в толщине материала, который они могут резать, поскольку интенсивность лазерного излучения падает выше и ниже точки фокусировки.
Шаг 5: Резка материала
Как только луч сфокусируется, он начнет плавить или испарять материал. В случае с неплавящимися материалами, такими как дерево, лазер прожигает материал насквозь. В случае с металлами лазерный луч расплавляет материал, а струя газа под высоким давлением отводит расплавленный материал от места разреза. Газом может быть инертный азот, аргон или кислород, который используется для ускорения процесса резки стали.